

Process of Cutting Mild Steel Thick Plates
I. Preliminary Preparations
Determine Cutter Model: Select the appropriate cutter model based on processing requirements and the thickness of the mild steel plate.
Determine Cutting Tools: Choose suitable cutting tools such as cutting blades and nozzles according to the cutter model. For mild steel plates thicker than 50mm, flame cutting, also known as oxygen cutting, is generally used, thus requiring the selection of nozzles suitable for flame cutting.
Clean the Steel Plate Surface: Use cleaning agents to clean the surface of the mild steel plate to remove oil contamination and other impurities, ensuring cutting quality.
II. Setting Cutting Parameters
Determine Cutting Speed: Set an appropriate cutting speed based on the material and thickness of the mild steel plate.
Determine Cutting Pressure: Adjust the pressure of the cutting gases according to cutting needs and the characteristics of the mild steel plate.
Determine Cutting Gases: For flame cutting, suitable fuel gases (such as acetylene or propane) and oxygen need to be selected as the cutting gases.
III. Cutting Operation
Install Nozzle: Install a nozzle with an appropriate aperture based on the thickness of the steel plate to be cut.
Adjust Gas Pressure: Set the oxygen and fuel gas pressures to specified values to ensure stable gas supply during cutting.
Ignite Preheat Flame: Ignite the preheat flame using a cutting igniter, then slowly open the preheat oxygen valve to adjust the length of the flame's inner cone, making the flame neutral and preheating the starting point for cutting.
Preheat Steel Plate: Only use the preheat flame to heat the starting point of the cut. Position the nozzle perpendicular to the steel plate surface with the tip of the flame's inner cone 1.5~2.5mm away from the plate. When the starting point reaches ignition temperature (glowing red), cutting can commence.
Initiate Cutting: Open the cutting oxygen valve to start cutting instantly. After confirming that the cut has reached the underside of the steel plate, continue cutting along the cutting line by moving the nozzle at an appropriate speed.
End Cutting: When cutting is complete, first close the cutting oxygen valve, then close the preheat oxygen valve.
IV. Post-Processing
Inspect Cutting Quality: Check if the cutting line is smooth and free of burrs, cracks, or other quality issues. If quality issues are found, promptly make repairs.
Clean Cutting Slag and Impurities: Timely clean the cutting slag and impurities produced during cutting to ensure the quality of subsequent processing.
Turn Off Cutter Power: After cutting, turn off the cutter power, inspect and clean the cutting blade or nozzle, and store them properly for next use.
V. Safety Precautions
Personal Protection: Operators should wear protective equipment such as safety glasses and gloves during cutting to prevent injuries from flying sparks.
Fire Prevention Measures: The cutting site should be equipped with fire extinguishers and other fire prevention equipment, and operators should be familiar with their use.
Gas Management: During cutting, ensure stable supply of oxygen and fuel gases and avoid gas leaks. After cutting, close the gas cylinder valves and release the gas from the pressure reducer.
In summary, the process of cutting mild steel thick plates includes multiple stages such as preliminary preparations, setting cutting parameters, cutting operation, post-processing, and safety precautions. Only by strictly following the process can cutting quality and operational safety be ensured.
CUTTING METHOD

-
 Flame cutting, also called oxyfuel cutting, is a common machining method for heavy plate.
Flame cutting, also called oxyfuel cutting, is a common machining method for heavy plate.Flame Cutting
-
 Plasma cutting is a process that cuts through electrically conductive materials by means of an accelerated jet of hot plasma.
Plasma cutting is a process that cuts through electrically conductive materials by means of an accelerated jet of hot plasma.Plasma Cutting
-
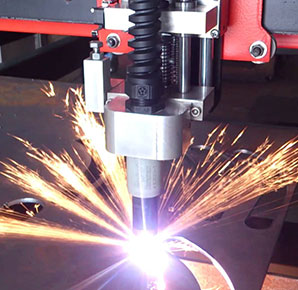 Basically when cutting with the laser, the beam is focused on the material through the hole in the nozzle.
Basically when cutting with the laser, the beam is focused on the material through the hole in the nozzle.Laser Cutting
-
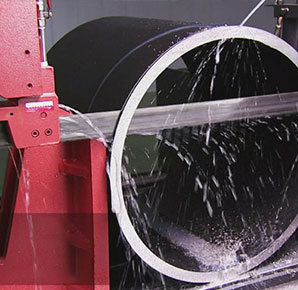 According to the form of the tool, sawing/ saw cutting is divided into bow sawing, circular sawing, band sawing and sawing of the grinding wheel.
According to the form of the tool, sawing/ saw cutting is divided into bow sawing, circular sawing, band sawing and sawing of the grinding wheel.Saw Cutting
Latest Products
-
 Machining involved: plasma cutting, grinding, polishing Application: construction
Machining involved: plasma cutting, grinding, polishing Application: constructionStainless Steel Cutting Parts
-
 Our products cover the fields of construction machinery, power systems, material handling and transportation machinery, metall...
Our products cover the fields of construction machinery, power systems, material handling and transportation machinery, metall...Carbon Steel Pipes
-
 Customized Steel Tube for Construction Equipped with laser cutting, CNC shearing, punching, bending, automatic riveting, auto...
Customized Steel Tube for Construction Equipped with laser cutting, CNC shearing, punching, bending, automatic riveting, auto...Customized Steel Tube for Construction
-
 Carbon steel I-beams can be used in engineering construction, structural building , bridges and ships construction. Machining...
Carbon steel I-beams can be used in engineering construction, structural building , bridges and ships construction. Machining...I-beam Steel Manufacturing
-
 Material: stainless steel Machining involved: plasma cutting, grinding, polishing
Material: stainless steel Machining involved: plasma cutting, grinding, polishingPlasma Cutting Stainless Steel Plate
-
 Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or steel machining parts fabrication. Flame ...
Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or steel machining parts fabrication. Flame ...Heavy Plates Flame Cutting
-
 Material: stainless steel Machining involved: flame cutting, polishing
Material: stainless steel Machining involved: flame cutting, polishingStainless Steel Seamless Tubes Cutting
-
 Machining involved: cutting, grinding, beveling Application: shipsbuilding and marine industry
Machining involved: cutting, grinding, beveling Application: shipsbuilding and marine industryCarbon Steel Pipes Cutting
CONTACT US
No limited to time and space, you can call for our online-service personnel for consultation, or fill in the table below for an enquiry. Your message will be promptly resolved.
- Tel:+86-21-61182423
- Fax:+86-21-61182425
- E-mail:[email protected]
- Skype:shanghai.katalor
- Address:Unit 6,lane 2500,xiupu Road,Kangqiao Industrial Area,Pudong New District,Shanghai
- Online Consultation
- After-sales Engineer