

Precision Plate Cutting Technologies, Tolerances, and Best Practices
2026-05-22
Precision plate cutting is a cornerstone of modern metal fabrication, directly impacting product quality, material yield, and downstream operations like welding and assembly. Selecting the right cutting technology, understanding achievable tolerances, and following best practices are essential for efficient production.
Three primary technologies dominate industrial plate cutting:
Oxy-fuel cutting is cost-effective for carbon steel plates thicker than 25 mm, but it produces a wider kerf and larger heat-affected zone (HAZ), limiting precision.
Plasma cutting offers higher speed and better accuracy for medium thicknesses (6–50 mm), with high-definition plasma achieving tolerances of ±0.5 mm.
Laser cutting delivers the highest precision, with tolerances as tight as ±0.1 mm on thin to medium plates, but its cost and thickness limitations make it less viable for heavy plates above 25 mm.
Tolerances are not solely dependent on the machine. Material grade, plate flatness, and thermal distortion all play roles. For general fabrication, a tolerance of ±1.0 mm may be acceptable, whereas aerospace or pressure vessel components may demand ±0.3 mm or better. It is critical to specify tolerance requirements early, as tighter tolerances increase cutting time and cost.
Best practices for achieving precision include:
(1) ensuring plates are properly leveled before cutting to avoid torch height variations;
(2) using CNC systems with automatic nesting software to optimize path planning and reduce thermal buildup;
(3) selecting the correct nozzle size, gas pressure, and cutting speed for each material and thickness;
(4) performing regular calibration of cutting heads and height sensors.
In summary, precision plate cutting requires a balanced choice between technology capability and cost. Oxy-fuel suits thick, less critical work; laser excels in thin-gauge precision; plasma offers a versatile middle ground. By adhering to disciplined setup, maintenance, and process control, fabricators can consistently meet required tolerances while minimizing scrap and rework.
Three primary technologies dominate industrial plate cutting:
Oxy-fuel cutting is cost-effective for carbon steel plates thicker than 25 mm, but it produces a wider kerf and larger heat-affected zone (HAZ), limiting precision.
Plasma cutting offers higher speed and better accuracy for medium thicknesses (6–50 mm), with high-definition plasma achieving tolerances of ±0.5 mm.
Laser cutting delivers the highest precision, with tolerances as tight as ±0.1 mm on thin to medium plates, but its cost and thickness limitations make it less viable for heavy plates above 25 mm.
Tolerances are not solely dependent on the machine. Material grade, plate flatness, and thermal distortion all play roles. For general fabrication, a tolerance of ±1.0 mm may be acceptable, whereas aerospace or pressure vessel components may demand ±0.3 mm or better. It is critical to specify tolerance requirements early, as tighter tolerances increase cutting time and cost.
Best practices for achieving precision include:
(1) ensuring plates are properly leveled before cutting to avoid torch height variations;
(2) using CNC systems with automatic nesting software to optimize path planning and reduce thermal buildup;
(3) selecting the correct nozzle size, gas pressure, and cutting speed for each material and thickness;
(4) performing regular calibration of cutting heads and height sensors.
In summary, precision plate cutting requires a balanced choice between technology capability and cost. Oxy-fuel suits thick, less critical work; laser excels in thin-gauge precision; plasma offers a versatile middle ground. By adhering to disciplined setup, maintenance, and process control, fabricators can consistently meet required tolerances while minimizing scrap and rework.
CUTTING METHOD

-
 Flame cutting, also called oxyfuel cutting, is a common machining method for heavy plate.
Flame cutting, also called oxyfuel cutting, is a common machining method for heavy plate.Flame Cutting
-
 Plasma cutting is a process that cuts through electrically conductive materials by means of an accelerated jet of hot plasma.
Plasma cutting is a process that cuts through electrically conductive materials by means of an accelerated jet of hot plasma.Plasma Cutting
-
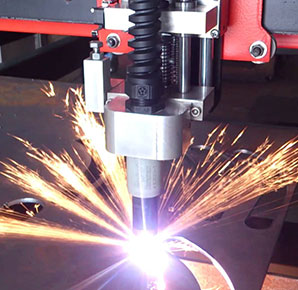 Basically when cutting with the laser, the beam is focused on the material through the hole in the nozzle.
Basically when cutting with the laser, the beam is focused on the material through the hole in the nozzle.Laser Cutting
-
 According to the form of the tool, sawing/ saw cutting is divided into bow sawing, circular sawing, band sawing and sawing of the grinding wheel.
According to the form of the tool, sawing/ saw cutting is divided into bow sawing, circular sawing, band sawing and sawing of the grinding wheel.Saw Cutting
Latest Products
-
 Material: carbon steel. Machining involved: saw cutting; Whole inspection procedures (IQC, PQC and FQC) and QA plan are carri...
Material: carbon steel. Machining involved: saw cutting; Whole inspection procedures (IQC, PQC and FQC) and QA plan are carri...Square Pipes Cutting
-
 Customized Heavy Plates Cutting Parts are for Engineering Machinery. Material: carbon steel Machining involved: flame cutting...
Customized Heavy Plates Cutting Parts are for Engineering Machinery. Material: carbon steel Machining involved: flame cutting...Customized Heavy Plates Cutting Parts
-
 Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or steel machining parts fabrication.Carbon S...
Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or steel machining parts fabrication.Carbon S...Carbon Steel Ellipsoidal Head with Cutting Hol
-
 Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or steel machining parts fabrication. Flame ...
Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or steel machining parts fabrication. Flame ...Heavy Plates Flame Cutting
-
 Material: carbon steel Machining involved: flame cutting, stamping, sheet metal, grinding Application: manfuacturing
Material: carbon steel Machining involved: flame cutting, stamping, sheet metal, grinding Application: manfuacturingHeavy Plates Cutting Parts
-
 Special Shaped Steel Cutting is for Construction.
Special Shaped Steel Cutting is for Construction.Special Shaped Steel Cutting for Construction
-
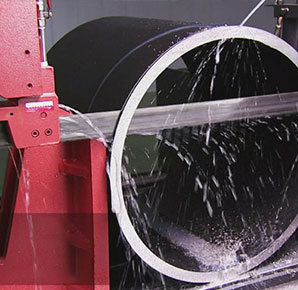
 Machining involved: cutting, grinding, beveling Application: shipsbuilding and marine industry
Machining involved: cutting, grinding, beveling Application: shipsbuilding and marine industryCarbon Steel Pipes Cutting
-
 Material: stainless steel Machining involved: flame cutting, polishing
Material: stainless steel Machining involved: flame cutting, polishingStainless Steel Seamless Tubes Cutting
CONTACT US
No limited to time and space, you can call for our online-service personnel for consultation, or fill in the table below for an enquiry. Your message will be promptly resolved.
- Tel:+86-21-61182423
- Fax:+86-21-61182425
- E-mail:[email protected]
- Skype:shanghai.katalor
- Address:Unit 6,lane 2500,xiupu Road,Kangqiao Industrial Area,Pudong New District,Shanghai
- Online Consultation
- After-sales Engineer