

Steel Plates Cutting Process with CNC Flame Cutting Machine
2019-06-05
Hot cutting parts inspection indicators:
1. After the gas cutting is completed, the cut surface of the steel should be inspected. The cutting surface should be free from cracks, slag inclusions and ribs larger than 1 mm. The inspection method is visual inspection.
2. After the gas cutting is completed, the project name, part number and the assigned team should be indicated on the cutting piece.
Cutting operation process:
When performing automatic cutting, the distance between the two ends of the steel plate and the guide rail should be adjusted within 5mm from the hanging steel plate to the gas cutting platform. When performing semi-automatic cutting, the guide rail should be placed on the plane of the cut steel plate, and then the cutter should be lightly placed on the guide rail. The side with the torch is oriented to the operator, and the cutting tip is selected according to the thickness of the steel plate to adjust the cutting straightness and the cutting speed.
Steel plate cutting process
Cutting blanking standard
1. Scope: This standard applies to the processing of raw material cutting and cutting. It is suitable for the cutting and cutting process with flame cutting and plasma cutting as the cutting method.
2. Construction preparation:
2.1 Material requirements:
2.1.1 The steel plate used for cutting and cutting should be inspected and accepted by the quality department, and its various indicators meet the corresponding provisions of the national regulations.
2.1.2 The steel plate shall be inspected for the grade, thickness and surface quality of the steel plate before cutting. For example, the surface of the steel surface where the depth of the corrosion point exceeds the negative deviation of the national standard steel plate is not allowed to be used for the product. A small area of pitting can be polished to the pass without shrinking the design thickness.
2.1.3 When the material is to be cut, the grade, specification and surface quality of the steel plate must be checked. After confirmation, the material can be cut.
2.2 Construction equipment and tools:
2.2.1 Cutting and cutting equipment mainly includes CNC flame cutting machine, CNC plasma cutting machine, straight cutting machine and semi-automatic cutting machine.
2.2.2 Before the gas cutting, first check that the equipment and tools of the entire gas cutting system are all operating normally, and that it can be operated under safe conditions, and should be kept in the process of gas cutting.
2.2.3 Detection and identification tools are: steel ruler, tape measure, stone pen, marker pen, etc.
3. Cutting operation process:
3.1 When performing automatic cutting, the distance between the two ends of the steel plate and the guide rail should be adjusted within 5mm from the hanging steel plate to the gas cutting platform. When performing semi-automatic cutting, the guide rail should be placed on the plane of the cut steel plate, and then the cutter should be lightly placed on the guide rail. The side with the torch is oriented to the operator, and the cutting tip is selected according to the thickness of the steel plate to adjust the cutting straightness and the cutting speed.
3.2 According to the different automatic cutting and semi-automatic cutting methods, adjust the distance of each cutting torch, determine the rear drag, and consider the kerf compensation; during the cutting process, the size and direction of the cutting angle of the cutting torch are mainly determined by the thickness of the steel plate. The relationship between the nozzle inclination angle and the thickness of the cutting piece and the cutting allowance are shown in the following table:
Relationship between the inclination of the cutting nozzle and the thickness of the cutting piece
Cutting thickness <10 ≥10
Inclination direction
Tilt angle 10°-15° 0°
Steel plate cutting allowance
Cutting method Material thickness mm Slot width allowance (mm) Remarks
Gas cutting and cutting ≤10 1~2
10~20 2.5
20~40 3.0
40 or more 4.0
When performing thick plate gas cutting, the cutting nozzle is perpendicular to the surface of the workpiece. After the entire section is cut through, the cutting nozzle is moved and transferred to normal gas cutting. When the gas cutting is to reach the end point, the slow speed should be slightly increased, so that the lower part of the cutting is completely cut.
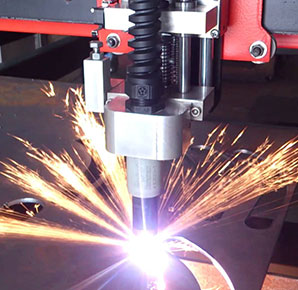
CNC flame cutting machine
3.3 Adjust the cutting parameters according to the thickness of the plate. The cutting parameters include the cutting nozzle type, oxygen pressure, cutting speed and energy of the preheating flame. The selection of the process parameters is mainly based on the type of gas cutting machine and the thickness of the cuttable steel plate. Steel plate, test the same type of steel plate, determine the cutting parameters, and check the gas patency of the cutting nozzle.
3.4 Remove the dirt and grease on the surface of the steel before the gas cutting, and leave a certain space below to facilitate the blowing of the slag. When cutting gas, the movement of the torch should be kept at a constant speed. The surface of the cutting piece should be 2~5mm away from the tip of the flame. If the distance is too close, the edge of the cutting will melt, too much heat is too low, and the cutting is interrupted.
3.5 When performing thick plate cutting, the preheating flame is large, and the length of the gas cutting airflow exceeds 1/3 of the thickness of the workpiece. The cutting tip is inclined at an angle of 10° to 20° to the surface of the workpiece to uniformly heat the edge of the part.
3.6 In order to prevent gas cutting deformation, the following aspects should be noted during the operation:
3.6.1 When cutting workpieces of different sizes on the steel plate, the small pieces should be cut first and then cut into large pieces;
3.6.2 Cutting of narrow strips, leaving 50mm at both ends without cutting, cutting after long edges are cut, or using a symmetrical cutting method with multiple torches.
3.6.3 When cutting straight strips, it should be noted that the flame strength of each cutting tip should be consistent, otherwise it will easily produce side bends.
CUTTING METHOD

-
 Flame cutting, also called oxyfuel cutting, is a common machining method for heavy plate.
Flame cutting, also called oxyfuel cutting, is a common machining method for heavy plate.Flame Cutting
-
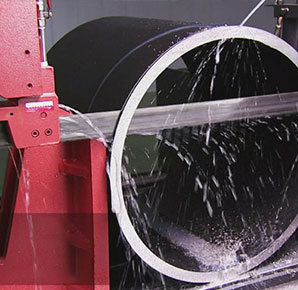
 Plasma cutting is a process that cuts through electrically conductive materials by means of an accelerated jet of hot plasma.
Plasma cutting is a process that cuts through electrically conductive materials by means of an accelerated jet of hot plasma.Plasma Cutting
-
 Basically when cutting with the laser, the beam is focused on the material through the hole in the nozzle.
Basically when cutting with the laser, the beam is focused on the material through the hole in the nozzle.Laser Cutting
-
 According to the form of the tool, sawing/ saw cutting is divided into bow sawing, circular sawing, band sawing and sawing of the grinding wheel.
According to the form of the tool, sawing/ saw cutting is divided into bow sawing, circular sawing, band sawing and sawing of the grinding wheel.Saw Cutting
Latest Products
-
 Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or steel machining parts fabrication.Carbon S...
Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or steel machining parts fabrication.Carbon S...Carbon Steel Ellipsoidal Head with Cutting Hol
-
 Machining involved: saw cutting, grinding, surface treatment
Machining involved: saw cutting, grinding, surface treatmentSaw Cutting for Alloy Steel Bars
-
 Machining involved: cutting, bending, drilling, surface treatment
Machining involved: cutting, bending, drilling, surface treatmentCutting Alloy Steel Equal Angles
-
 Application: ships building, construction. Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or...
Application: ships building, construction. Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or...Mild Steel Angle Cutting Parts
-
 Our products cover the fields of construction machinery, power systems, material handling and transportation machinery, metall...
Our products cover the fields of construction machinery, power systems, material handling and transportation machinery, metall...Carbon Steel Pipes
-
 Machining involved: saw cutting, grinding, surface treatment Application: construction structure
Machining involved: saw cutting, grinding, surface treatment Application: construction structureProfile Steel Cutting
-
 Material: carbon steel. Machining involved: saw cutting; Whole inspection procedures (IQC, PQC and FQC) and QA plan are carri...
Material: carbon steel. Machining involved: saw cutting; Whole inspection procedures (IQC, PQC and FQC) and QA plan are carri...Square Pipes Cutting
-
 Material: stainless steel Machining involved: plasma cutting, grinding, polishing
Material: stainless steel Machining involved: plasma cutting, grinding, polishingPlasma Cutting Stainless Steel Plate
CONTACT US
No limited to time and space, you can call for our online-service personnel for consultation, or fill in the table below for an enquiry. Your message will be promptly resolved.
- Tel:+86-21-61182423
- Fax:+86-21-61182425
- E-mail:[email protected]
- Skype:shanghai.katalor
- Address:Unit 6,lane 2500,xiupu Road,Kangqiao Industrial Area,Pudong New District,Shanghai
- Online Consultation
- After-sales Engineer