

Machining precautions for wear-resistant steel plate
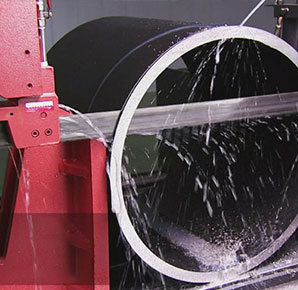
Due to the high hardness and double-layer characteristics of wear-resistant steel plate, more attention should be paid when machining. For example, for the cutting of wear-resistant steel plate, plasma cutting, water cutter, electric spark, carbon arc and abrasive saw can be used to cut a large area of clad steel plate into the required shape.
The ideal method is to use air or inert gas plasma arc cutting, the recommended method is to start cutting from the back of the alloy. Carbon arc cutting shall start from one side of the substrate. If a saw blade is used, it can only be cut in a straight line, and a silicon carbide saw blade is required.
The wear-resistant steel plate can be cold formed, bent to the required shape, or arc or circle as required. For concave forming, the alloy cracks will be closed due to the internal stress; for convex forming, the cracks will become larger, which is a normal site. If the crack is too large, repair it with corresponding welding rod. Crimp into tubes according to the recommended small bending radius.
The large holes on the wear-resistant steel plate can be cut by plasma, and the small holes are recommended to be cut by water cutter, electric spark, etc. Countersunk holes for assembling bolts can be processed by special technology. The base metal of large area clad steel plate is a steel plate with good weldability. When two steel plates are needed to be spliced, the back base metal can be welded together first, and then the front hardfacing layer can be filled with corresponding welding rod. The wear-resistant steel plate can also be welded to other steel structures.
CUTTING METHOD

-
 Flame cutting, also called oxyfuel cutting, is a common machining method for heavy plate.
Flame cutting, also called oxyfuel cutting, is a common machining method for heavy plate.Flame Cutting
-
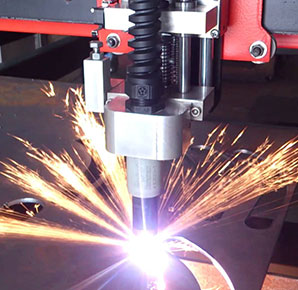
 Plasma cutting is a process that cuts through electrically conductive materials by means of an accelerated jet of hot plasma.
Plasma cutting is a process that cuts through electrically conductive materials by means of an accelerated jet of hot plasma.Plasma Cutting
-
 Basically when cutting with the laser, the beam is focused on the material through the hole in the nozzle.
Basically when cutting with the laser, the beam is focused on the material through the hole in the nozzle.Laser Cutting
-
 According to the form of the tool, sawing/ saw cutting is divided into bow sawing, circular sawing, band sawing and sawing of the grinding wheel.
According to the form of the tool, sawing/ saw cutting is divided into bow sawing, circular sawing, band sawing and sawing of the grinding wheel.Saw Cutting
Latest Products
-
 Machining involved: saw cutting, grinding, surface treatment Application: construction structure
Machining involved: saw cutting, grinding, surface treatment Application: construction structureProfile Steel Cutting
-
 Application: ships building, construction. Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or...
Application: ships building, construction. Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or...Mild Steel Angle Cutting Parts
-
 Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or steel machining parts fabrication.Carbon S...
Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or steel machining parts fabrication.Carbon S...Carbon Steel Ellipsoidal Head with Cutting Hol
-
 Customized Steel Tube for Construction Equipped with laser cutting, CNC shearing, punching, bending, automatic riveting, auto...
Customized Steel Tube for Construction Equipped with laser cutting, CNC shearing, punching, bending, automatic riveting, auto...Customized Steel Tube for Construction
-
 Our products cover the fields of construction machinery, power systems, material handling and transportation machinery, metall...
Our products cover the fields of construction machinery, power systems, material handling and transportation machinery, metall...Carbon Steel Pipes
-
 Shape: customized. Custom is our specialty, materials and finish coating can be various.
Shape: customized. Custom is our specialty, materials and finish coating can be various.Metal Steel Plate Customized Machining
-
 Machining involved: plasma cutting, grinding, polishing Application: construction
Machining involved: plasma cutting, grinding, polishing Application: constructionStainless Steel Cutting Parts
-
 Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or steel machining parts fabrication. Flame ...
Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or steel machining parts fabrication. Flame ...Heavy Plates Flame Cutting
CONTACT US
No limited to time and space, you can call for our online-service personnel for consultation, or fill in the table below for an enquiry. Your message will be promptly resolved.
- Tel:+86-21-61182423
- Fax:+86-21-61182425
- E-mail:[email protected]
- Skype:shanghai.katalor
- Address:Unit 6,lane 2500,xiupu Road,Kangqiao Industrial Area,Pudong New District,Shanghai
- Online Consultation
- After-sales Engineer