

How to Use CNC Flame Cutting Machine Cut Heavy Plates?
2019-10-16
The CNC flame cutting machine generally uses a neutral flame or a slight oxidation flame when cutting. In the cutting process, the strength of the flame should be moderate, and the preheating flame should be selected according to the thickness of the workpiece, the type of cutting nozzle and the quality requirements.
In the gas cutting thick steel plate, the gantry type CNC flame cutting machine has a slow gas cutting speed. In order to prevent the upper edge of the slit from melting, the flame energy rate should be reduced accordingly; if the flame energy rate is too large, the upper edge of the slit will produce continuous beads. The steel granules are even melted into rounded corners, which also causes the adhesion of slag on the back of the kerf to increase, which affects the quality of the gas cutting. For example, when cutting a thin steel plate, the gas cutting speed is fast, and the flame energy rate can be increased accordingly, but the cutting nozzle should be farther away from the workpiece and maintain a certain inclination angle; if the flame energy rate is too small, the workpiece cannot get enough heat. Will slow down the gas cutting speed and even interrupt the gas cutting process.
Here are some tips from katalor steel summary:
1. The power of the preheating flame should increase as the thickness of the plate increases. The thicker the cutting piece, the greater the preheating flame power;
2. When cutting thick steel plates/heavy plates, a mild carbonized flame should be used to prevent the upper edge of the incision from collapsing and also to make the outer flame longer.
3. When using a diffusion type cutting nozzle and an oxygen curtain cutting nozzle to cut a steel plate with a thickness of 200 mm or less, the flame power is selected to be larger to accelerate the leading edge of the slit to the ignition point, thereby obtaining a higher cutting speed.
4. When cutting steel with high carbon content or alloying elements, because of their higher ignition point, the preheating flame power is larger.
5. When cutting the groove with a single cutting nozzle, the slag is blown to the outside of the slit to increase the energy of the flame.
CUTTING METHOD

-
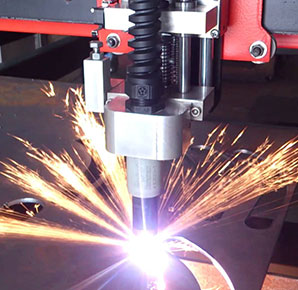
 Flame cutting, also called oxyfuel cutting, is a common machining method for heavy plate.
Flame cutting, also called oxyfuel cutting, is a common machining method for heavy plate.Flame Cutting
-
 Plasma cutting is a process that cuts through electrically conductive materials by means of an accelerated jet of hot plasma.
Plasma cutting is a process that cuts through electrically conductive materials by means of an accelerated jet of hot plasma.Plasma Cutting
-
 Basically when cutting with the laser, the beam is focused on the material through the hole in the nozzle.
Basically when cutting with the laser, the beam is focused on the material through the hole in the nozzle.Laser Cutting
-
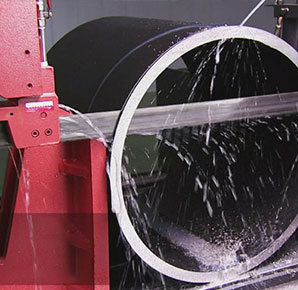 According to the form of the tool, sawing/ saw cutting is divided into bow sawing, circular sawing, band sawing and sawing of the grinding wheel.
According to the form of the tool, sawing/ saw cutting is divided into bow sawing, circular sawing, band sawing and sawing of the grinding wheel.Saw Cutting
Latest Products
-
 Machining involved: plasma cutting, grinding, polishing Application: construction
Machining involved: plasma cutting, grinding, polishing Application: constructionStainless Steel Cutting Parts
-
 Customized Heavy Plates Cutting Parts are for Engineering Machinery. Material: carbon steel Machining involved: flame cutting...
Customized Heavy Plates Cutting Parts are for Engineering Machinery. Material: carbon steel Machining involved: flame cutting...Customized Heavy Plates Cutting Parts
-
 Machining involved: saw cutting, grinding, surface treatment Application: construction structure
Machining involved: saw cutting, grinding, surface treatment Application: construction structureProfile Steel Cutting
-
 Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or steel machining parts fabrication. Flame ...
Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or steel machining parts fabrication. Flame ...Heavy Plates Flame Cutting
-
 Our products cover the fields of construction machinery, power systems, material handling and transportation machinery, metall...
Our products cover the fields of construction machinery, power systems, material handling and transportation machinery, metall...Carbon Steel Pipes
-
 Machining involved: flame cutting, beveling Application: engineering and ships building
Machining involved: flame cutting, beveling Application: engineering and ships buildingMild Steel Heavy Plates Cutting
-
 Application: ships building, construction. Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or...
Application: ships building, construction. Katalor can provide a wide range of laser cutting, plasma cutting, flame cutting or...Mild Steel Angle Cutting Parts
-
 Carbon steel I-beams can be used in engineering construction, structural building , bridges and ships construction. Machining...
Carbon steel I-beams can be used in engineering construction, structural building , bridges and ships construction. Machining...I-beam Steel Manufacturing
CONTACT US
No limited to time and space, you can call for our online-service personnel for consultation, or fill in the table below for an enquiry. Your message will be promptly resolved.
- Tel:+86-21-61182423
- Fax:+86-21-61182425
- E-mail:[email protected]
- Skype:shanghai.katalor
- Address:Unit 6,lane 2500,xiupu Road,Kangqiao Industrial Area,Pudong New District,Shanghai
- Online Consultation
- After-sales Engineer